The use of mechanised conveyor systems for materials handling dates back to the early 1900s, when factories first started using conveyor belts to move items from one point to another within a plant. During WWII conveyor technology went ahead in leaps and bounds, driven by the need for mass production in munitions factories. The evolution continues today, as conveyor tables and belts benefit from advances in automation technology that enable them to carry more, move faster and take up less space.
PHS Innovate designs, builds and installs a wide range of automated conveyor solutionsfor factories and warehouses. These can be supplied as a stand-alone conveyor solution or as part of an integrated palletizing or depalletizing system. Typical conveyor applications include bottles, cans, bags, cases, crates and pallets. If you need a unique system for odd-shaped objects, talk to us about a customised solution.

Roller Conveyors
Modular roller conveyors for any factory
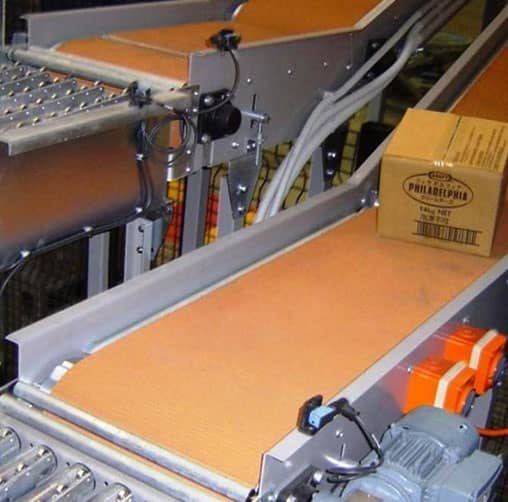
Belt Conveyors
Quiet, smooth, fast conveyor belts

Spiral Conveyors
Spiral Conveyors